Home » Diesel engine fire pump » Advanced Outdoor Diesel Split Case Fire Pumps




Content
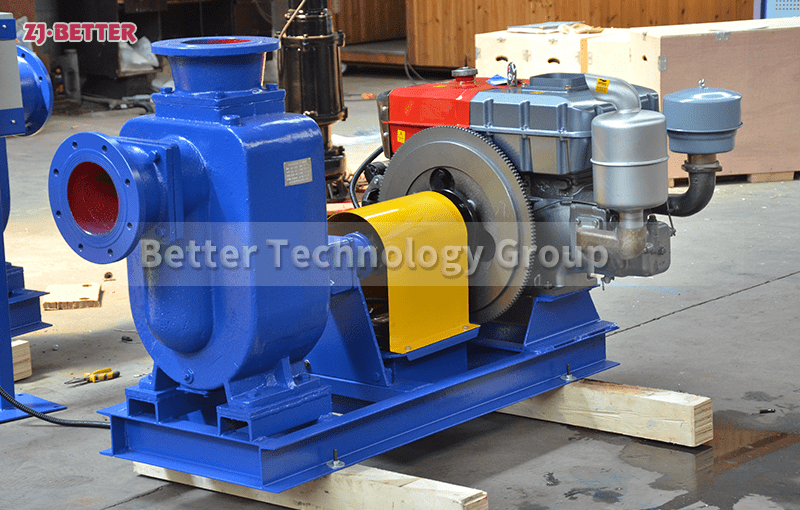
Application: Suitable for various fire booster and pressure stabilization scenarios; various villas, residential communities, and fire systems; industrial and civil building firewater systems; places with high fire protection requirements such as oil depots and docks.
Permissible Media: Potable water, chilled water, firewater, and other media without abrasive impurities or long fiber impurities that cause chemical or mechanical corrosion to the pump. The permissible maximum medium temperature is 70 degrees Celsius, and the maximum ambient temperature is 40 degrees Celsius.
Inquiry
More Diesel engine fire pump