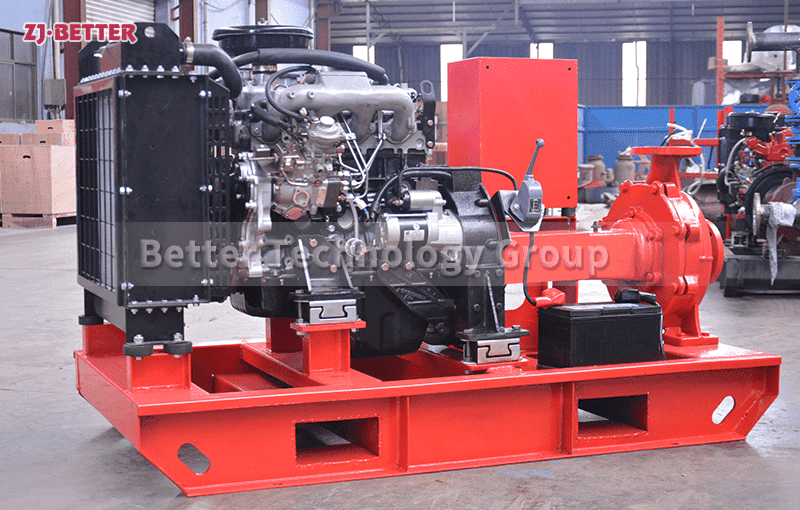
Diesel engine fire pump for fire water supply in large flow occasions
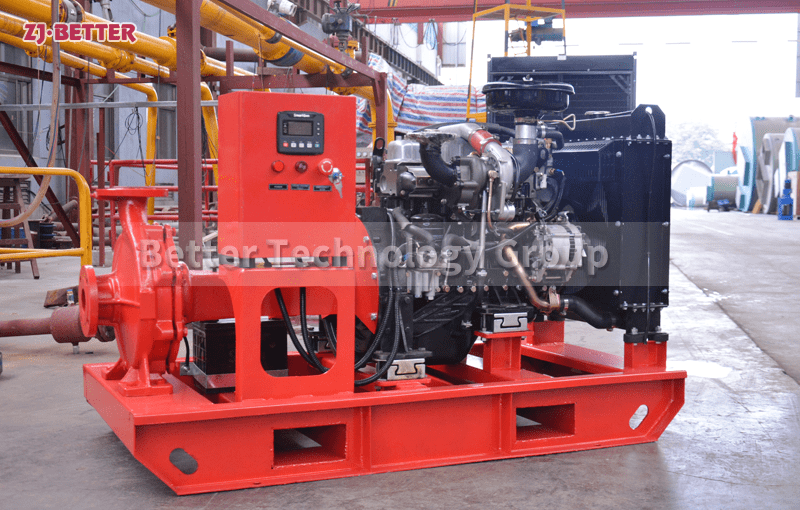
All places need to be equipped with fire-fighting facilities, and fire pumps are the water intake equipment for fire-fighting facilities. At least one or two fire pumps are equipped. Our commonly used fire pumps are electric fire pumps and diesel engine fire pumps. The difference between them is that electric fire pumps require power systems. supply. In the event of a power failure, the diesel engine fire pump can be started at any time to make up for the original position of the electric fire pump.
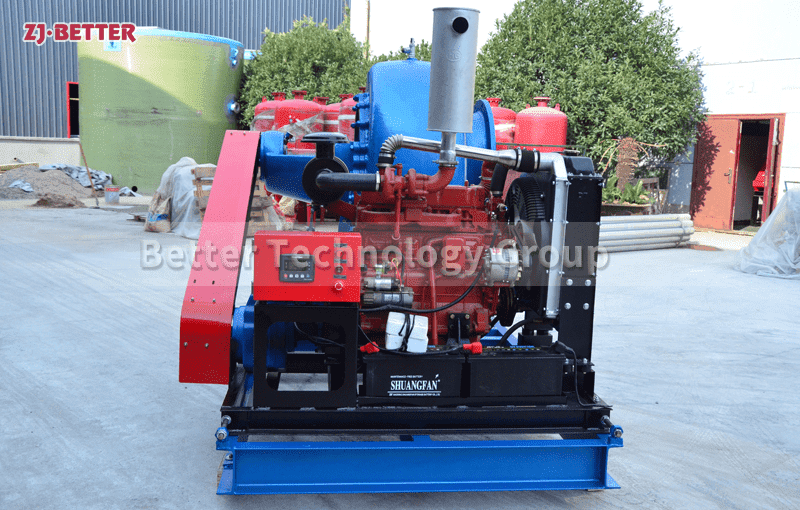
The diesel engine fire pump is aimed at fire water supply for large flow and high head occasions, and the diesel engine has good starting characteristics, fast starting speed, strong overload capacity, energy saving and does not need to be in standby all the time. The fire pump has complete performance and wide spectrum range. Single-stage single-suction pumps, multi-stage single-suction pumps, self-priming pumps and long-axis pumps can also be used in parallel, with a wide range of flow and pressure. Fire pumps are widely used for fire water supply in warehouses, docks, airports, petrochemical, power plants and other industrial and mining enterprises.