Horizontal Explosion-proof Oil Pump
The horizontal explosion-proof oil pump has a simple structure, convenient maintenance, can be fixed and installed without vibration, good sealing, low noise, convenient maintenance and low price. It can be used for garden sprinkler irrigation, high-rise building water supply and drainage, metallurgy, mining, food, chemical and fire protection systems and other industries to transport water, chemical media and other liquids.
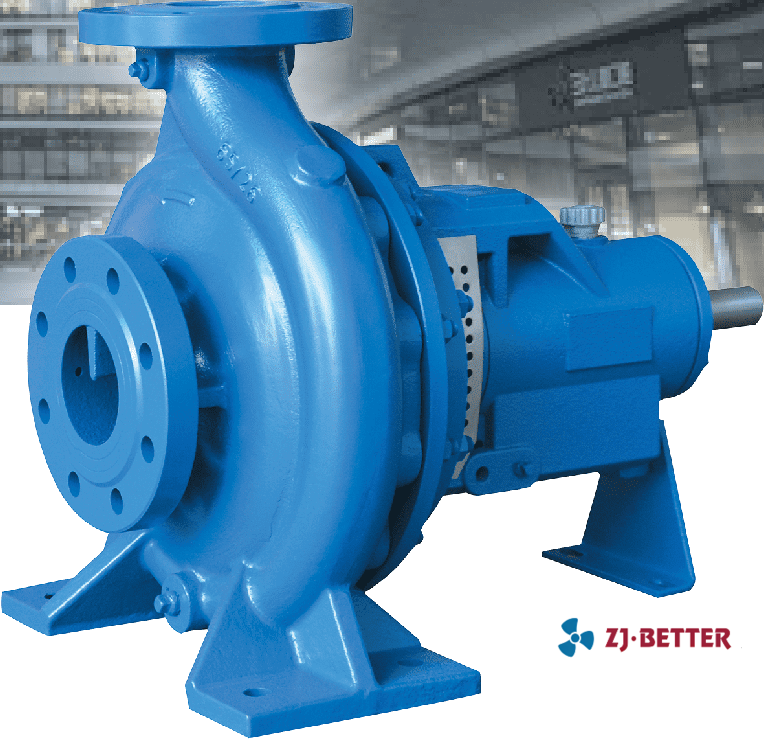
Direct connection design: The method of extending the motor shaft to directly drive the impeller eliminates the rotor support part of the general centrifugal pump, and does not require a coupling, and the impeller and the motor can run coaxially. The components have high concentricity, stable operation, low vibration and low noise, and meet the requirements of environmental protection design. With the back-pull structure, the motor and rotor parts can be withdrawn without dismantling the inlet and outlet pipelines, which is very convenient for installation and maintenance.
Dual-flow channel design: Part of the pump body adopts dual-flow channel design to reduce radial force and prolong the life of mechanical seals, motors and bearings.
Leak-free mechanical seal design: According to the different media used, the alloy mechanical seal of joint venture and imported materials is used, which solves the problems of centrifugal pump packing and leakage, and ensures the clean and tidy operating site.