The role of diesel engine fire pump
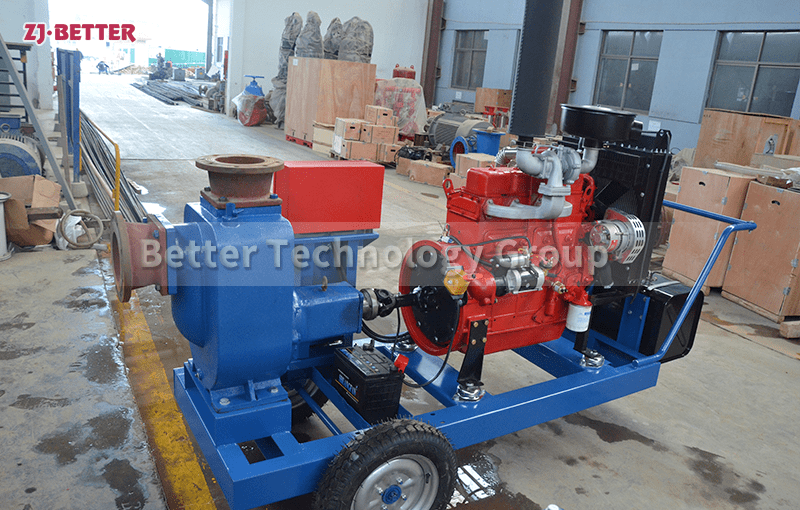
Diesel engine fire pump has the characteristics of high efficiency, wide performance range, safe and stable operation, low noise, long life, convenient installation and maintenance, etc. This diesel engine pump set can transport clean water or other liquids whose physical and chemical properties are similar to water. It can also be used to transport hot water, oil, corrosive or abrasive media by changing the material of the pump’s flow parts, sealing form and adding a cooling system.
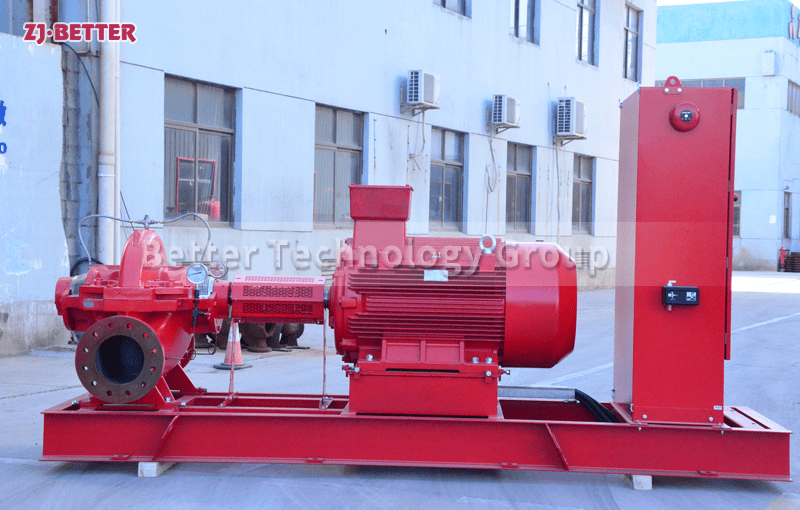
The biggest difference between the diesel engine fire pump and the electric water pump is that it has its own independent power supply system, which can ensure the normal operation of the project without power or power supply. Its role is self-evident, and it can be said to be a great helper in fire emergency .
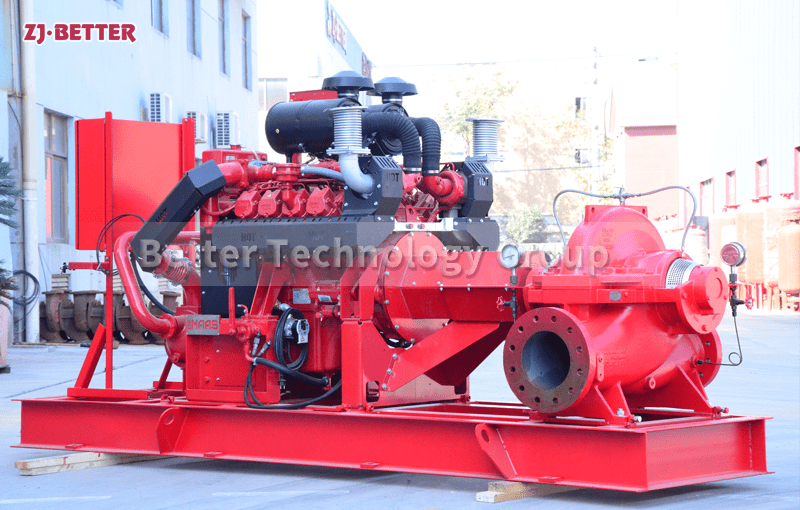
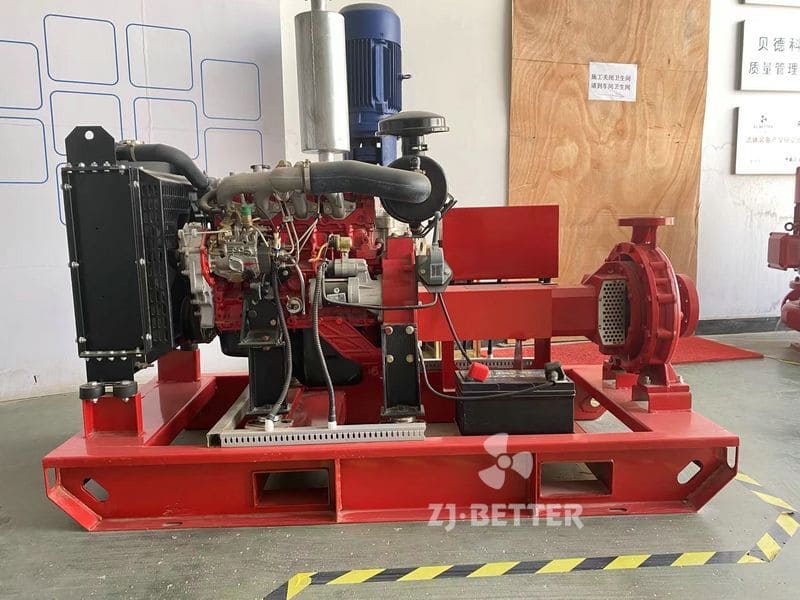
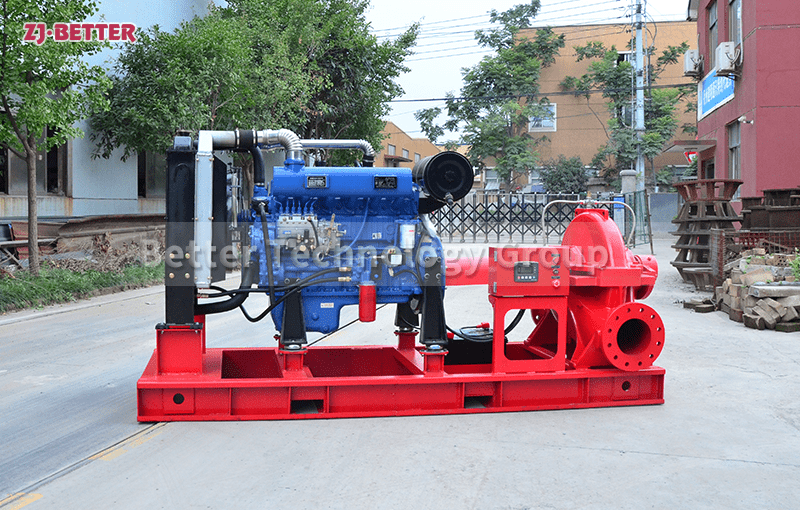
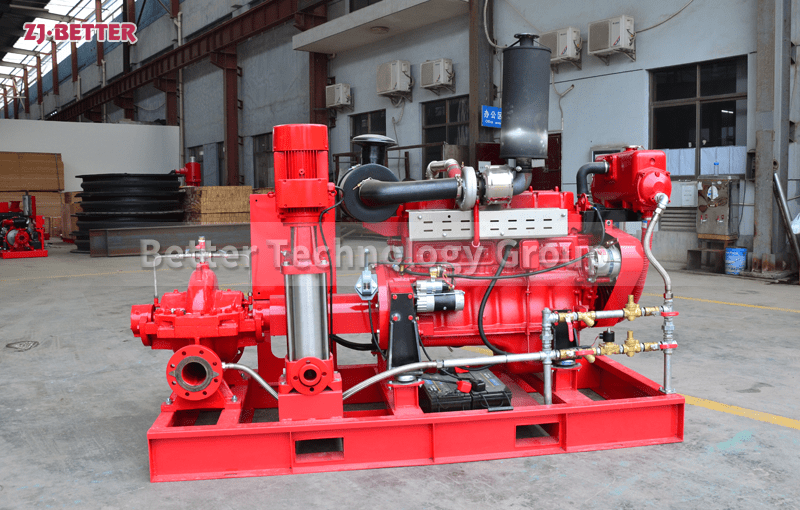
Structurally, the diesel engine fire pump is mainly composed of diesel engine, fire pump, connection device, fuel tank, radiator, battery, intelligent automatic control panel and so on. And at present, the diesel engine fire pumps are equipped with the time-limit automation function of the control cabinet. The start and operation of the diesel engine completely rely on the traditional operation mode, and realize the functions of remote control, automatic start, ultra-low voltage start and automatic alarm.