The Role of Jockey Pumps in Fire Pump Systems
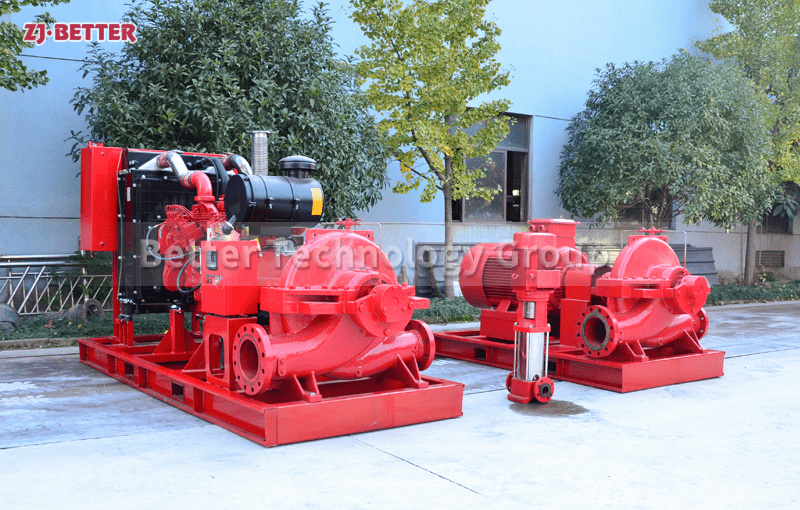
Jockey pumps are a vital component in maintaining the pressure within a fire protection system. Their primary role is to keep the system’s pressure within the desired range. When there’s no fire event, the jockey pump operates to counteract any pressure losses due to minor leaks or gradual pressure decreases in the system.
By maintaining system pressure, jockey pumps ensure that the primary fire pump is ready to respond quickly and efficiently when a fire occurs. This pressure stability is crucial for the proper functioning of the entire fire protection system, allowing for immediate water flow to sprinklers or hose connections.
Jockey pumps are a vital component in maintaining the pressure within a fire protection system. Their primary role is to keep the system’s pressure within the desired range. When there’s no fire event, the jockey pump operates to counteract any pressure losses due to minor leaks or gradual pressure decreases in the system.
By maintaining system pressure, jockey pumps ensure that the primary fire pump is ready to respond quickly and efficiently when a fire occurs. This pressure stability is crucial for the proper functioning of the entire fire protection system, allowing for immediate water flow to sprinklers or hose connections.